

CONVEYORS
















Material handling is the means by which the product is transported through the painting process. The type of system used is based primarily upon the production rate, part size (individual or aggregate) and method of paint application (spray or dip). Most importantly, the handling system design provides the greatest opportunity to influence the ultimate process equipment cost and how well the process is served in the available space. Material handling schemes are generally categorized into three types ranging from low to high production rates:
- Batch. Low production, parts typically placed or hung on carts or carriers and pushed from process to process.
- Indexing. Parts are stationary for the process but automatically move from process to process.
- Continuous. Higher production rates, parts are moved through the process on a continuous running conveyor.
Production rate translates into a theoretical “line speed”. Knowing the number of parts to be painted per unit time and the optimal part density in parts per foot, the theoretical line speed can be calculated as feet per minute (fpm). The optimal part density is determined by considering the part presentation to the painting process. For example, does it drain properly, are all surfaces of the part accessible, is there adequate space between parts, adequate clearance to turn parts around, etc. Batch systems are generally considered when the theoretical line speed is less than 4 fpm. Systems painting three dimensional (3-D) products typically have line speeds ranging between 4 and 25 fpm. Simple shaped flat products such as ceiling tile, can be painted at much faster line speeds ranging between 50 and 250 fpm.


















Monorail Conveyors
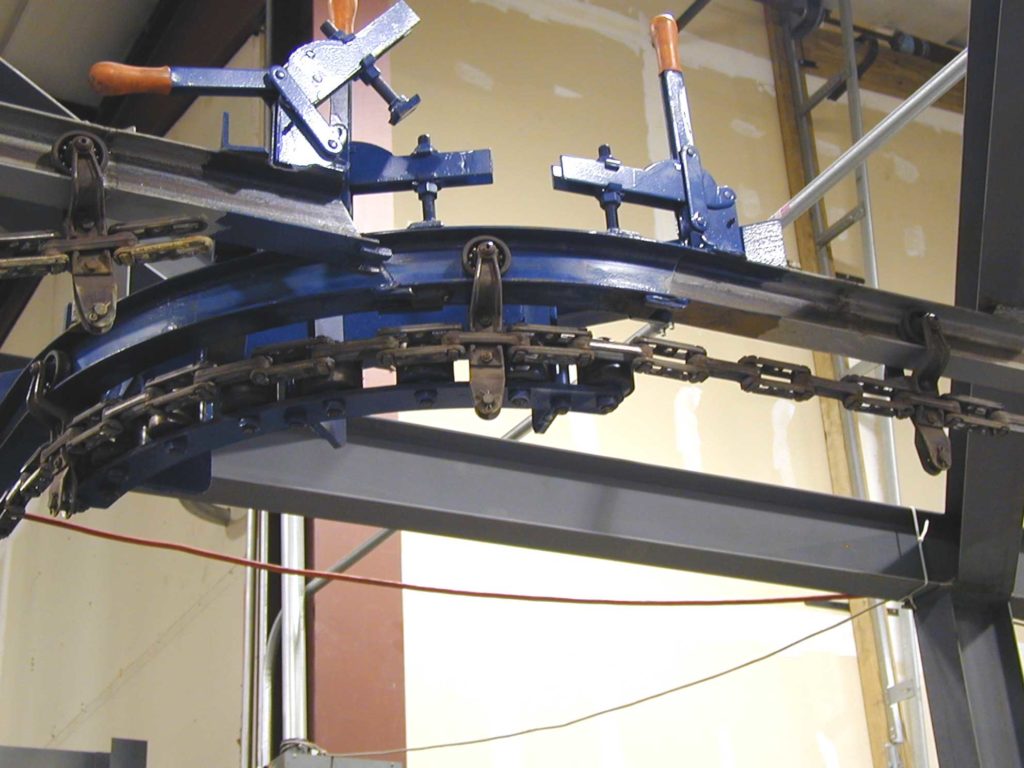
Chain conveyors employ a continuous chain to directly or indirectly transport parts through the painting process. This style of conveyor is the most common type used to paint 3-D parts because it can allow the entire part to be painted. Also, with few electrical components, chain conveyors can withstand the rigors of the process equipment or, by design, can be held outside the process atmosphere. Examples of chain conveyors include: monorail, power and free, floor- tow and chain-on-edge.
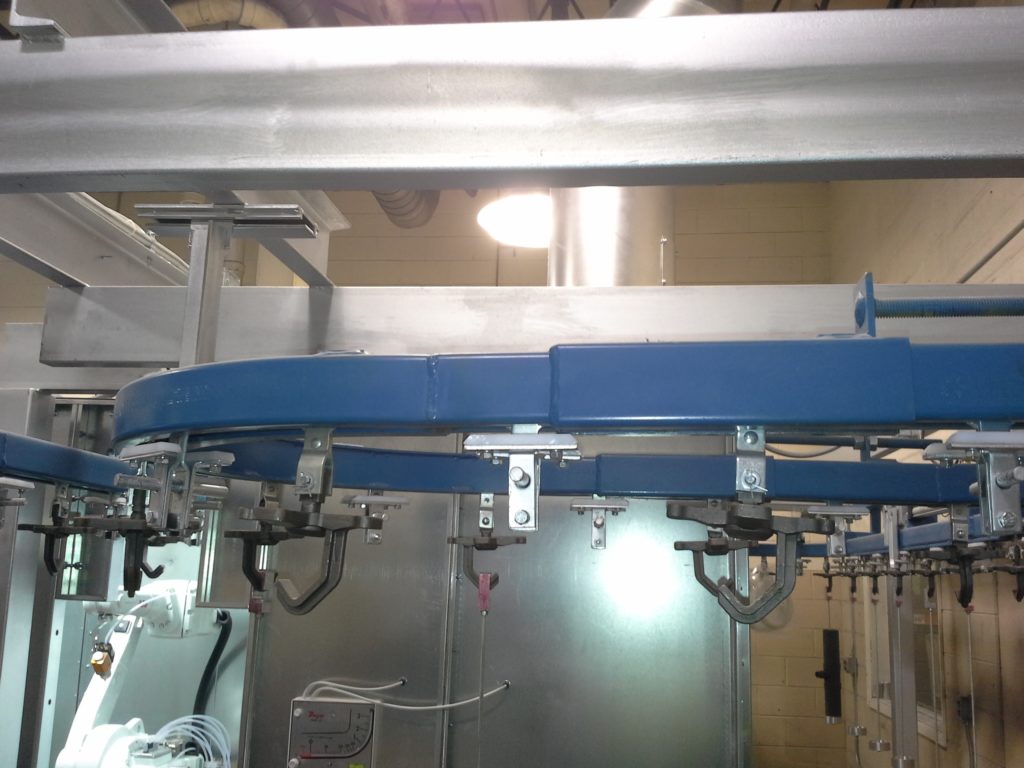
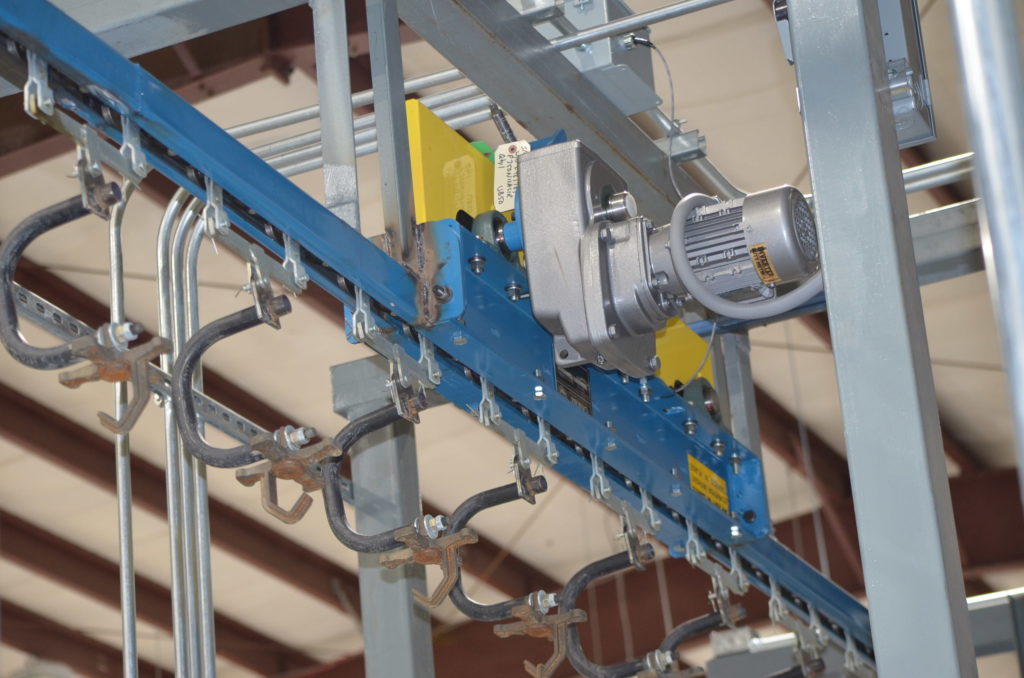
Monorail chain conveyors employ a single track, typically a formed tube or structural shape “I” beam. Parts or parts carriers hang from trolleys attachments connected with a moving universal pitch chain. The advantage of monorail is the simplicity and relatively low cost. The disadvantage is process inflexibility, all parts go through all the process steps and increase the “work-in-process” (WIP). Monorail is available in a variety of sizes. The selection of which is based upon the part weight, line speed and ultimate length of the conveyor.




















Power & Free Conveyors
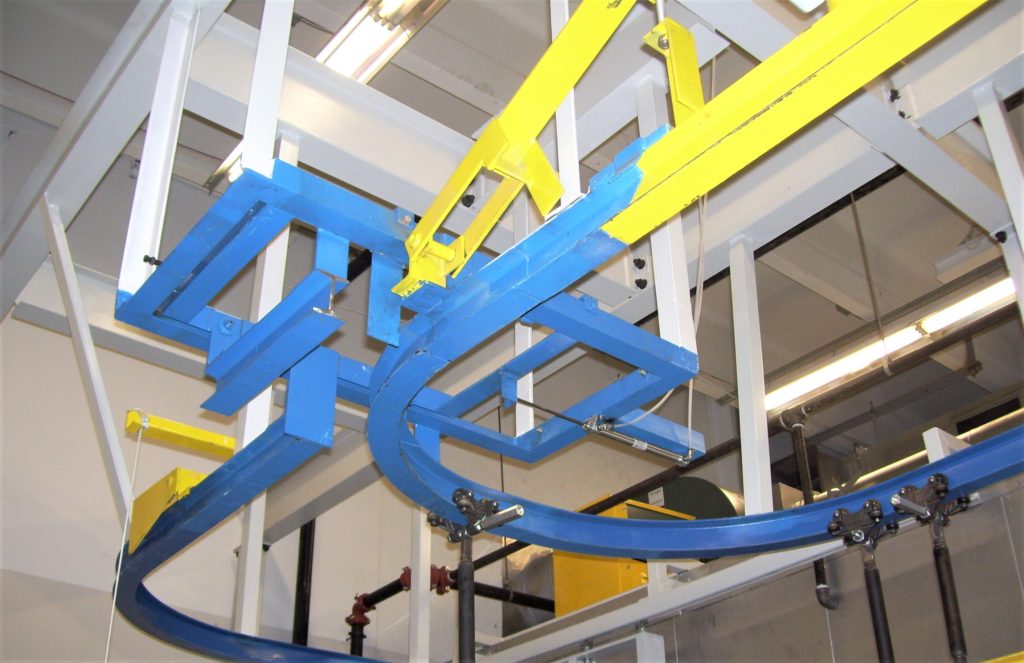
Power and free conveyors employ a dual track where a monorail chain “power” conveyor pushes trolleys along a non-powered “free” rail. By separating the power and free rails, the conveyor provides a high degree of process flexibility and can stop individual carriers, switch their direction, raise and lower them with lowerators and transport them from process-to-process at high speeds to minimize WIP. Because logical choices can be made with power and free, the carriers can also be fitted with discrete RFID or bar code identification allowing part specific process information to accompany the parts and automatically adjust the process. Similar to a monorail, power and free conveyor is available in a variety of weight capacities. The orientation of the power rail with respect to the free rail can vary based on the application. Free trolleys can be pushed from the side or top, or, in the case of inverted power and free, from the bottom. Both monorail and power and free, can be used in an inverted fashion with parts fixtured above the conveyor. This configuration helps to prevent dirt falling onto the parts. Inverted power and free that is floor-mounted can be used with outriggers to support large or unwieldy parts such as automotive fascia or engines.



















Floor Tow Conveyors
















“Poor-Man’s” Power & Free Conveyors
In certain cases a monorail can be modified and used as a “poor man’s” power and free to allow switching between different processes, usually between different paint booths or dip tanks. Normally the conveyor operates as a monorail, however, collapsing take-ups can be actuated that create slack in the chain and allow the operator to disconnect the chain, throw a switch and reconnect the chain to now traverse a different rail. Because the switching is manual and can require up to 10 minutes to accomplish, it is generally only used for infrequent process changes (usually paint color) in the range of 1 to 2 times per day.



















Other Conveyors
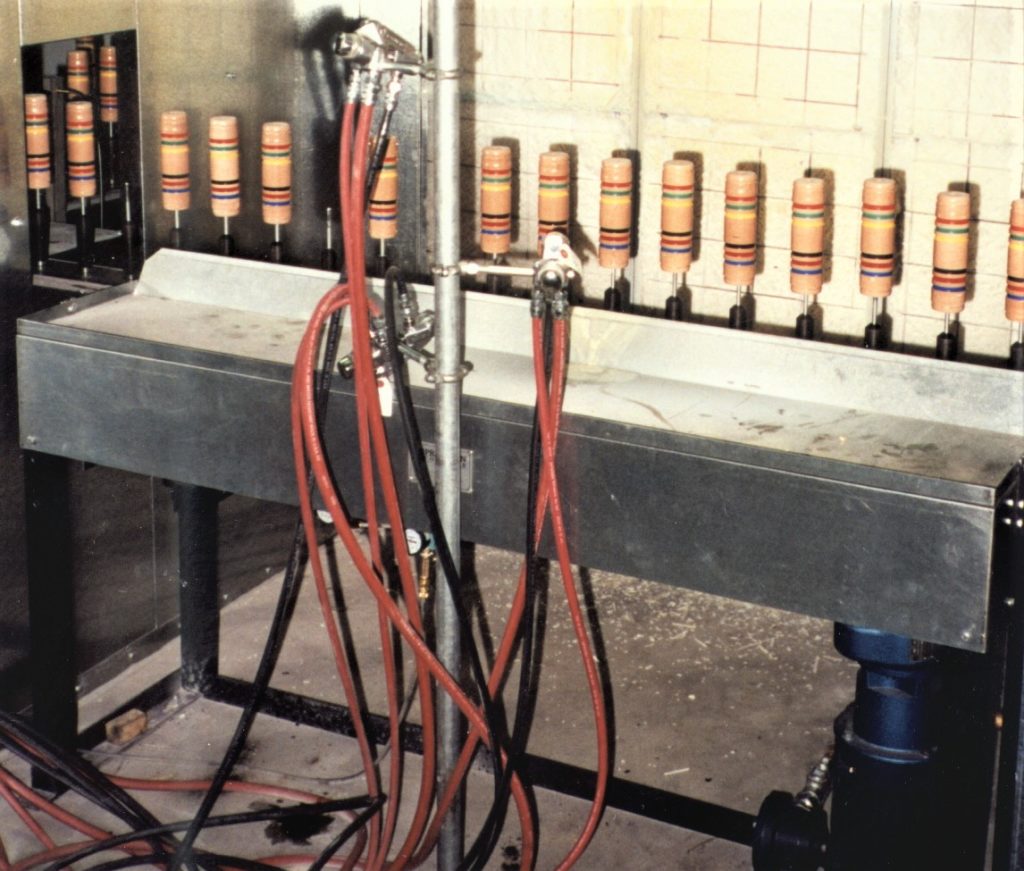
Chain-on-edge is a similar to an inverted monorail but as its name implies, utilizes a roller chain riding on its edge in a channel. Roller chain only flexes along the horizontal axis and is used widely for small cylindrical parts like oil filters and cans that rotate as they are painted. Outriggers can be used to stabilize tall or unbalanced parts.
Other paint system conveyors include; electrified monorail, friction conveyor, square transfer, programmable hoist, belt and chain-on-edge. Square transfer and programmable hoist conveyors are generally used in an indexing fashion for lower production dip applications like electrocoat or autophoretic systems. Square transfer, like its name implies, employs a lifting mechanism making a “square” movement by simultaneously lifting all parts up, moving them ahead a single increment, lowering them and returning to the home position. The advantage of this method is lower cost, the disadvantage is process inflexibility. Each process step is applied indiscriminately to all parts and all steps must have the same process time. A programmable hoist system employs a single automated hoist or series of hoists that follow a programmed “recipe” to deliver and retrieve parts. Dwell time is variable and certain process steps can be bypassed.
On an electrified monorail parts are hung from a motorized carrier that rides on a non-powered rail, usually an “I” beam. An electrical buss traces the length of the conveyor and provides power to the carrier. Like power and free, the carriers can be automatically controlled and carry discrete process information to adjust the process, stop and/or switch carrier direction.
Friction conveyors also employ a carrier riding on a non-powered rail. However, with this style of conveyor, the carriers are powered with a periodic series of motorized drive wheels that contact the carrier. As one drive wheel releases a carrier, the next wheel contacts the carrier and transfers it downstream. Because of the numerous electrical components, this type of conveyor has limited application with hot or corrosive process environments although switching and stopping are possible.